3Dカメラ
すりーでぃーかめら
3Dカメラ(3次元カメラ)とは、通常のカメラが撮影する縦・横の2次元情報に加え、奥行き(深度)の情報も同時に取得できるカメラのことです。人間の目が左右の視差によって距離感を把握するように、3Dカメラは対象物までの距離を計測し、空間を立体的な情報として捉えることができます。
産業分野では「デプスカメラ」「深度カメラ」「3次元ビジョン」とも呼ばれます。製造現場におけるロボット制御、品質検査、自動化システムなどで不可欠な技術となっています。2次元カメラでは把握が難しかった物体の位置関係や形状を立体的に認識できる点が特徴です。
3Dカメラの基本的な仕組み
3Dカメラが奥行き情報を取得する原理は、大きく分けて以下の3つの方式に分類されます。用途や求められる精度、設置環境に応じて適切な方式を選定することが重要です。
1. ステレオ方式
人間の「両眼視」と同じ原理を利用する方式です。2台のカメラを一定の間隔で配置し、左右の画像から生じる視差(ずれ)を計算することで対象物までの距離を算出します。視差が大きいほど対象物が近く、小さいほど遠いという関係性を利用し、「カメラ間隔」「焦点距離」「視差」の3つの情報を組み合わせて奥行きを求めます。
2. ToF(Time of Flight)方式
光を対象物に照射し、反射して戻ってくるまでの飛行時間(Time of Flight)を測定する方式です。光の速度は一定であるため、時間を計測することで正確な距離が算出できます。広範囲を瞬時に計測できる特徴があり、遠距離測定にも適しています。
3. 構造化照明方式
特定のパターン光を対象物に投影し、そのパターンの変化や歪みを解析して形状を復元する方式です。アプローチによりさらに細分化されます。
- プロジェクター方式(パターン投影方式):
- プロジェクター(光源)で縞模様やドットなどの規則的なパターンを投影します。物体の凹凸によってパターンが変形する様子を解析し、詳細な3次元形状を高精度に取得します。テクスチャ(模様)がない物体でも安定して測定できます。
- レーザードット方式:
- 赤外線レーザーを用いてランダムなドットパターンを対象物に照射し、そのドットの配置の変化から距離や形状を算出します。照明条件に左右されにくく、比較的高精度な測定が可能です。
- 光切断法:
- レーザー光線を線状に照射し、その断面形状(プロファイル)を連続的に取得することで3次元形状を構築します。品質管理などで特に高い精度が求められる場合に有効です。
3Dカメラの計測方式比較表
産業用途で3Dカメラを選定する際は、それぞれの計測方式の特性を理解することが重要です。
| 計測方式 | 測定精度 | 測定速度 | 測定範囲 | 主な用途 | メリット・デメリット |
|---|---|---|---|---|---|
| ステレオ方式 | 高 | 中 | 中 | ロボットピッキング・組立作業 | 比較的高精度な測定が可能だが、テクスチャ(模様)が少ない物体や繰り返しパターンのある対象では認識が困難になる場合がある。 |
| ToF方式 | 中 | 高 | 広 | 自動運転・広範囲認識、移動体検知 | リアルタイム性に優れ、広範囲を素早く測定可能。ただし、太陽光や黒色・光沢のある表面の影響を受けやすい。 |
| 構造化照明方式 | 高 | 中 | 中 | 外観検査・精密測定・品質管理 | テクスチャの有無に関わらず高精度に測定可能。照明装置が必要だが、産業用途で広く普及。手法により測定速度や範囲が変わる。 |
※上記は一般的な傾向であり、実際の性能は製品構成や使用条件によって異なります。
産業分野における3Dカメラの活用場面
製造現場では、3Dカメラの導入によって従来は人手に頼っていた作業の自動化や高度化が進んでいます。
ばら積みピッキング
不規則に積まれた部品の位置や姿勢を正確に認識し、ロボットが最適な姿勢でピッキングします。2次元カメラでは困難だった「部品の重なり」や「姿勢」を立体的に把握し、取り残しを大幅に削減します。
組立・組付け作業
部品同士の位置関係を立体的に認識し、ミリ単位の精度が求められる組立作業を自動化します。コンベア上の製品の位置ズレや傾きも瞬時に補正可能です。
外観検査・品質管理
製品表面の傷、凹み、変形などを3次元データとして検出します。色や模様に惑わされず、形状的な欠陥を高精度に発見できます。
デジタルツイン構築
製造設備やラインを3Dスキャンして仮想空間上に再現。設備配置の最適化や、シミュレーションによる事前検証に役立てられます。
3Dカメラ導入における「3つの課題」
産業用3Dカメラの導入を検討する際、多くの製造現場が共通して直面する課題があります。
キャリブレーション(校正)の複雑さ
カメラとロボットの位置関係を定義する作業には専門知識が必要で、熟練者でも数時間〜数日かかる場合があります。設備移動やメンテナンスのたびに再調整が必要となり、現場の負担となっています。
動体への対応(コンベアトラッキング)
動いている製品を認識するには、エンコーダーなどの同期装置や複雑な配線が必要です。速度変動やズレが発生すると認識精度が落ち、ラインを停止せざるを得ないケースもあります。
「精度」と「速度」のトレードオフ
高精度な測定には時間がかかり、逆に速度を優先すると認識ミス(取り残し)が増えます。特にばら積みピッキングでは、箱底のワーク認識に時間がかかり、生産タクトが落ちる要因となります。
これらの課題により、3Dカメラの導入を見送るケースや、導入後も期待した効果を十分に得られず、運用面で課題を抱えるケースが少なくありません。
3Dカメラ導入課題の解決事例
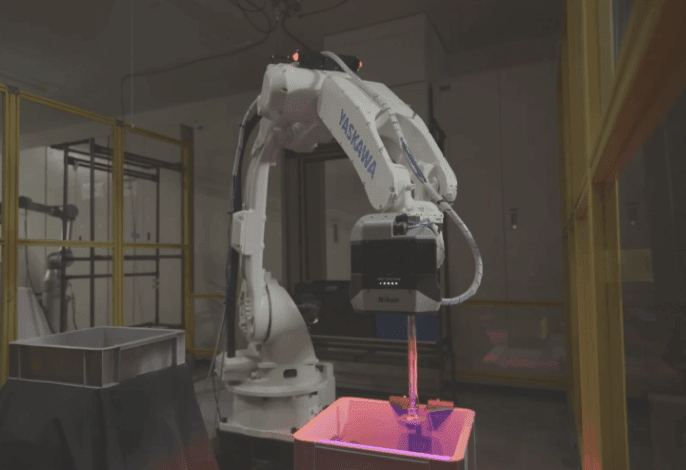
ニコンでは、光学技術と画像処理技術の知見を活かし、産業用途における3D認識の課題解決を目指したロボットビジョンシステムを提供しています。
課題に対するニコンの解決アプローチ
| 課題 | ニコンのロボットビジョンシステムによる技術的解決策 |
|---|---|
| キャリブレーションの複雑さ | 視覚的なGUIや自動化機能を活用することで、導入時の設定作業負荷の低減を目指しています。 |
| 動体への対応 | 高速な画像処理を活用し、用途や構成に応じて移動するワークへの追従性向上を図っています。 |
| 「精度」と「速度」のトレードオフ | 光学設計とアルゴリズムを組み合わせることで、安定した認識性能の実現を目指しています。 |
ニコンのロボットビジョンシステムの特長
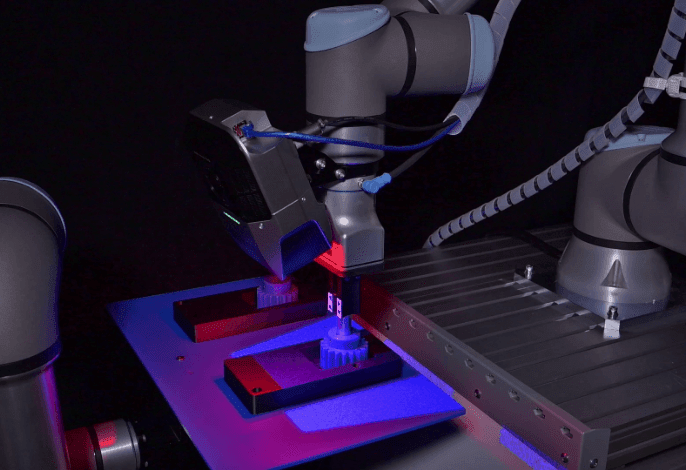
ニコンのロボットビジョンシステムは、ステレオ方式を採用した2台の3Dカメラとプロジェクターを組み合わせた構成を特長としています。光学技術と画像処理技術を融合することで、産業用途における3D認識の高度化を目指しています。これにより、以下のような効果が期待されます。
- ばら積みピッキングの高度化:
- 箱の隅や底にあるワークについても認識しやすくなり、ピッキング精度の向上や取り残しの低減に寄与します。
- 生産ラインの連続稼働への貢献:
- コンベア上を搬送される製品に対して、停止を最小限に抑えながら、ボルト締結などの精密作業への適用が可能となります。
- 段取り替え時間の短縮:
- ワークデータを一元的に管理・配信する仕組みにより、多品種少量生産における段取り替え作業の効率化が期待されます。
一般的な3Dカメラとの比較
| 項目 | ニコンのロボットビジョンシステム | 一般的な3Dカメラシステム |
|---|---|---|
| 3D認識精度 | 複雑な配置にも対応しやすい設計 | 条件により精度が変動 |
| 動体追従性能 | 構成により簡素化が可能 | 周辺機器が必要な場合あり |
| 導入・設定の容易さ | GUIによる視覚的な設定を重視 | 専門的な調整が必要な場合あり |
| コストパフォーマンス | 周辺設備削減により抑制が期待できる | 追加設備が必要になる場合あり |
※実際の効果や構成は用途・条件によって異なります。
詳しい製品情報は、ニコンロボットビジョンシステム製品ページをご参照ください。
3Dカメラ技術の最新動向
近年の3Dカメラ技術は、ハードウェアの進化とAIの高度な融合により、「見る」装置から「判断・適応する」システムへと変貌を遂げています。特に注目すべきは以下の3点です。
1. エッジAI処理によるリアルタイム制御の実現
最新の3Dカメラは、内部に専用のAI処理チップ(SoC)を搭載し、カメラ単体で点群処理を行う「エッジAI」が主流です。撮影からデータ解析までを30〜50ms(ミリ秒)以下の低レイテンシで完結させることで、高速稼働するロボットアームや時速数kmで走行するAMR(自律走行搬送ロボット)のリアルタイム制御を支えています。
2. センサーフュージョンによる「難物体」認識率の向上
「ToF方式」の速度と「ステレオ方式」の精度をAIで合成するハイブリッド技術が普及しています。これにより、従来は認識が極めて困難だった透明なガラスや黒色ゴム、光沢のある金属に対しても、高い認識精度を確保できるようになりました。最新のアルゴリズムでは、光沢物体のエラー率を従来比で大幅に改善した事例も報告されています。
3. AIキャリブレーションによる「段取り時間削減」
導入の壁だった設定調整(キャリブレーション)の自動化が進んでいます。AIが環境の変化を自己診断してパラメータを補正することで、従来は熟練者が数時間〜数日かけていたセットアップを、わずか数分(1/10以下の時間)で完了させることが可能です。これにより、多品種少量生産における頻繁なライン変更にも柔軟に対応できるようになっています。
よくある質問
Q1. 3Dカメラと2Dカメラの違いは何ですか?
2Dカメラは平面的な画像(縦・横の情報)のみを撮影するのに対し、3Dカメラは奥行き(深度)の情報も取得します。これにより、物体までの距離や立体形状を把握できるため、ロボット制御や精密測定など、空間認識が必要な用途で活用されます。
Q2. 産業用3Dカメラを選ぶ際のポイントは?
用途に応じた計測方式の選定が重要です。高精度が必要ならステレオ方式や構造化照明方式、広範囲を素早く測定したい場合はToF方式が適しています。また、導入後のキャリブレーションの容易さ、処理速度、既存システムとの統合性、サポート体制なども考慮すべきポイントです。
Q3. 3Dカメラとデプスカメラは同じですか?
基本的に同じものを指します。「デプスカメラ(depth camera)」は深度(奥行き)を測定するカメラという意味で、3Dカメラの別称です。同様に「深度カメラ」「3次元カメラ」も同じ技術を指す用語として使われています。
Q4. 3Dカメラの測定精度はどのくらいですか?
計測方式、測定距離、測定条件によって大きく異なります。産業用の高精度なステレオ方式や構造化照明方式では、数十μm(マイクロメートル)から0.1mm程度の精度を実現しているシステムもあります。一般的には、ステレオ方式で0.1〜数mm程度、ToF方式では数mm〜数cm程度の精度が標準的です。用途に応じて必要な精度を見極めることが重要です。
Q5. 3Dカメラの導入コストはどのくらいですか?
システムの規模や要求精度によって大きく異なります。エントリーレベルのシステムでは数十万円から、高精度なロボットビジョンシステムでは数百万円以上となります。ただし、自動化による人件費削減や品質向上効果を考慮すると、数年以内に投資回収が可能な場合が多いです。
参考文献
本記事の作成にあたり、以下の情報源を参考にいたしました。
Mordor Intelligence. 「3D Camera Market Size & Share Analysis - Growth Trends and Forecast (2026 - 2031)」. Mordor Intelligence. 2026-01-27.
Amrita Kumari. 「How AI Is Redefining Machine Vision: The Rise of Intelligent 2D and 3D MV Systems」. BCC Research. 2026-01-19.
Abirami Vina. 「A guide to camera calibration for computer vision in 2025」. Ultralytics. 2025-02-27.
関連ソリューション

アプリケーション事例