Precision subtractive
processing

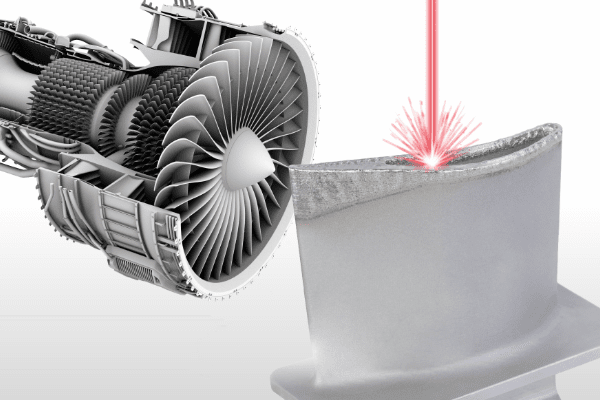
Remaking manufacturing with Nikon’s high precision subtractive processing technology that uses light
Based on the concept “remake manufacturing”, Nikon has released a new optical subtractive processing machine that enables high precision surface processing and fine processing.
This machine proposes new value creation that will radically change the range of design performed at manufacturing sites. By equipping the machine with Nikon’s proprietary coordinate control system and non-contact optical processing and measurement technologies, the number of processes conventionally performed, including setup and setting conditions, can be reduced and precise surface processing can be performed on shapes and processed parts that were previously difficult to make.
This machine proposes new value creation that will radically change the range of design performed at manufacturing sites. By equipping the machine with Nikon’s proprietary coordinate control system and non-contact optical processing and measurement technologies, the number of processes conventionally performed, including setup and setting conditions, can be reduced and precise surface processing can be performed on shapes and processed parts that were previously difficult to make.

Related products

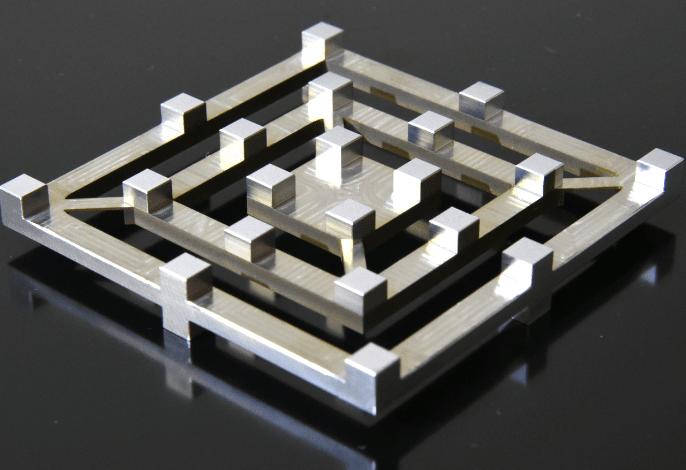
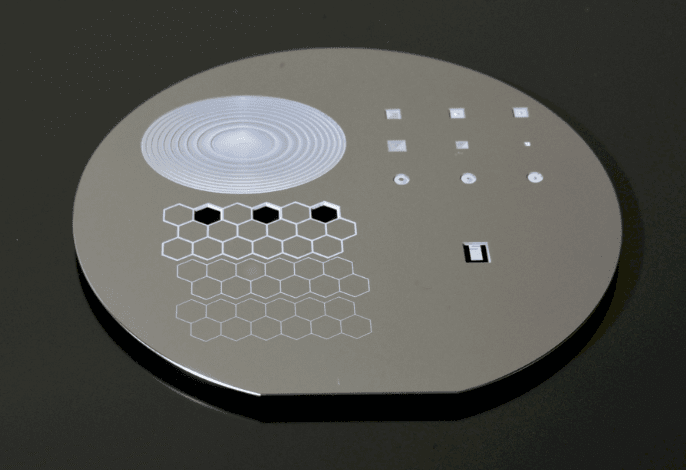
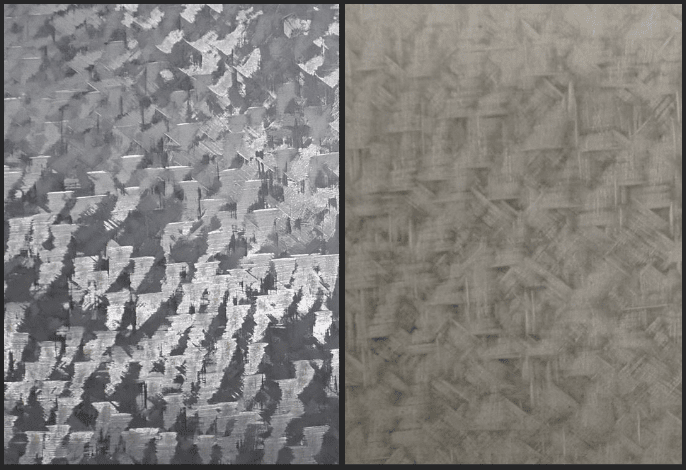
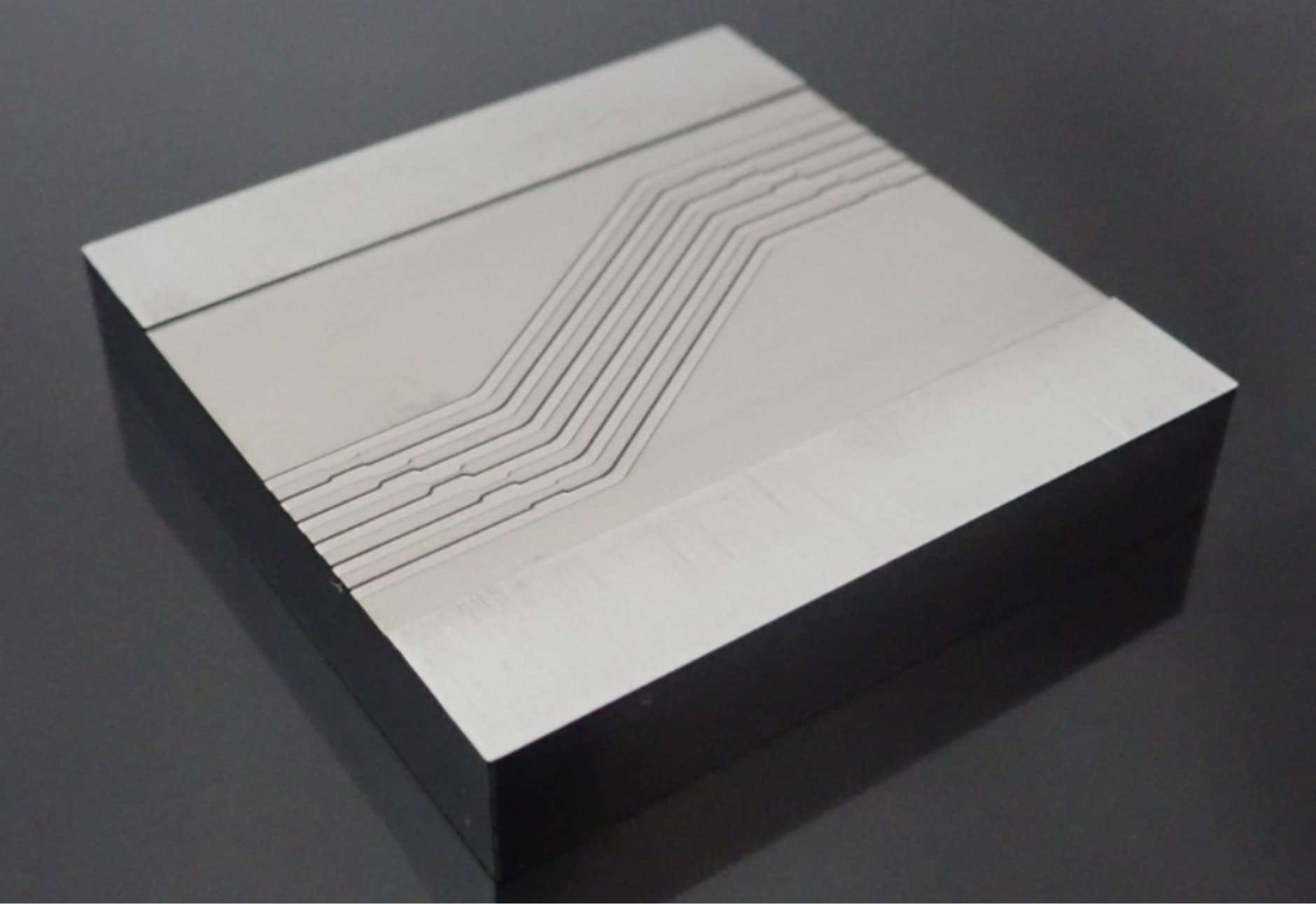
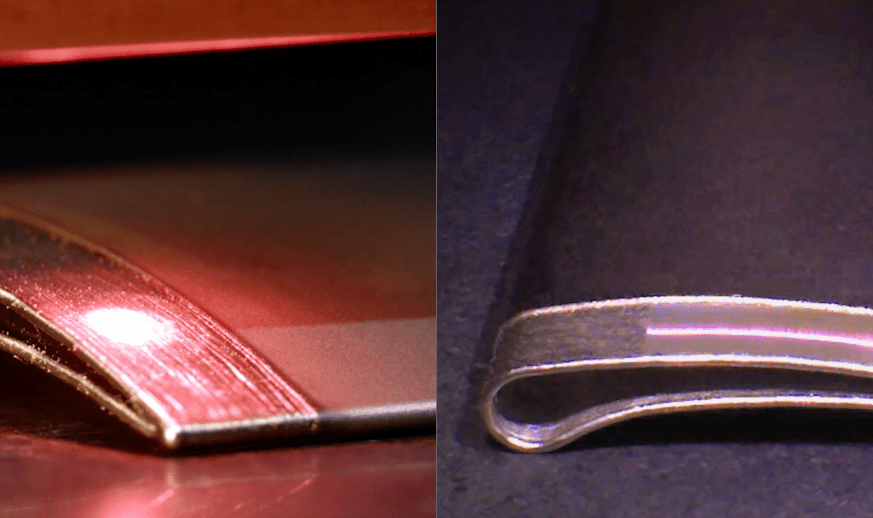
Examples of processing